Přístup k řešení problémů aneb kterou ligu hraje vaše firma?
V tomto příspěvku chci poukázat na přístup k řešení neshod a problémů z hlediska důrazu na místo řešení problémů v jednotlivých procesech podílejících se na realizaci výrobku. Z vlastních zkušeností vím, že způsob řešení problémů je v různých firmách velmi různý a podle toho bych firmy rozdělil do 4 úrovní (nazvěme je ligami):
- První liga
- Druhá liga
- Okresní liga
- Pralesní liga.
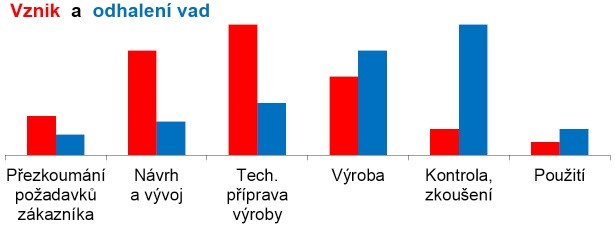
Přístup k hledání a řešení problémů asi nejlépe znázorní následující obrázek. Sytě červená zobrazuje místo v celém procesu realizace výrobku, kde se firma věnuje nejintenzivněji hledání a řešení problémů.

Bližší popis toho, jak zjišťují a řeší problémy firmy v jednotlivých ligách
Pralesní liga – drtivá většina problémů a neshod je zjišťována při kontrolních operacích a obvykle až ke konci realizace výrobku. Obvykle jsou to pracovníci útvaru kontroly, kteří mají hlavní odpovědnost za zjišťování a odhalování neshod. A mnohdy se od pracovníků kontroly čeká, že budou neshody také řešit a hledat opatření k nápravě. Pokud tyto firmy hledají vedoucího kontroly, tak řešení problémů je uvedeno v inzerátu na předním místě náplně práce. Pracovníci útvaru kontroly jsou zároveň v nevýhodné pozici, protože pokud na problémy a neshody upozorňují, jsou považováni za potížisty hledající vady na “dobrých” výrobcích. Když pak ovšem přijde reklamace od zákazníka, jsou to opět pracovníci kontroly, kterým je vyčítáno, že na neshodu nepřišli, a že se neshodný výrobek dostal k zákazníkovi.
Okresní liga – ve firmám této ligy už poměrně dobře funguje samokontrola pracovníky a operátory výroby. Ve výrobě jsou používány přípravky a nástroje, které jsou před výrobou řádně a pravidelně kontrolovány, aby se předešlo problémům během výroby. Rovněž se dbá na nastavení stroje/linky, kdy je před výrobou nebo při rozjezdu ověřováno správné nastavení parametrů stroje/linky např. výrobou ověřovacího kusu. Operátoři výroby dělají v průběhu výroby kontrolní činnosti, o kterých vedou záznamy v protokolech a záznamových knihách. U výroby větších sérií už tyto firmy mají zavedenou i statistickou kontrolou procesu, tzn. že operátoři ve stanovených intervalech provádí na stanoveném výběru výrobků předepsané kontroly a zaznamenávají výsledky do regulačních karet. Pokud je ze záznamů patrný negativní trend (hodnoty se přibližují k hranici tolerance a hrozí vyrobení neshodného výrobku), mají operátoři povinnost zastavit/přerušit výrobu a provést nápravu nebo povolat odpovědné pracovníky k řešení problému. Pracovníci útvarů kontroly provádí kontrolu, která doplňuje samokontrolu operátorů a dále provádí složitější kontrolní operace se složitějšími měřidly, ke kterým je potřebná odborná způsobilost. Výroba jednotlivých položek je vyhodnocována a na zjištěné problémy je snahou hledat řešení, jejichž účinnost se ověřuje při další výrobě.
Druhá liga – odpovědnost operátorů výroby za kvalitu je standard. Kontrolní operace jsou prováděny dle vypracovaných a pravidelně aktualizovaných kontrolních plánů. Statistická regulace procesu a Indexy způsobilosti pro sledování dílčích výrobních procesů, jsou běžně využívány. Zvolený způsob měření a zkoušení je posuzován z hlediska vhodnosti (MSA). Při vyskytnutí problémů jsou hledány kořenové příčiny a bez zbytečného odkladu realizovány opatření pro zamezení opakování.
Firmy této ligy si také dobře uvědomují, že je velmi důležité problémům ve výrobě předcházet. Před zahájením výroby nového výrobku je prováděna analýza rizik a možných problémů a posouzení jejich závažnosti (FMEA procesu), následně jsem přijímána preventivní opatření. FMEA je průběžně aktualizována a je posuzován vliv jednotlivých opatření na četnost výskytu jednotlivých problémů. Je podporována filozofie Poka-Yoke, tzn. hledají se opatření, která nedovolí vzniku problému. Pro výrobu jsou navrhovány přípravky a nástroje, které podléhají pravidelné kontrole a tyto jsou rovněž navrhovány jako Poka-Yoke, tzn. způsobem, který znemožňuje špatné použití přípravku. Do sériové výroby jsou uvolňovány výrobky až po řádném odzkoušení prototypů/vzorků, vyřešení problémů a odsouhlasení prototypů/vzorků zákazníkem.
Výrobní zařízení podléhají pravidelným preventivním prohlídkám. U klíčových zařízení je standardně uplatňována prediktivní údržba.
Dodavatelé surovin jsou řádně vybíráni, přičemž „cena“ není jediné a významně dominantní kritérium pro výběr dodavatele. Důležitá je i kvalita a spolehlivost dodávek, aby se eliminovalo riziko problémů a odstávek ve výrobě z důvodu nekvality vstupů. Kvalita dodávek není primárně “zajišťována” přes vstupní kontrolu, ale řeší se už u dodavatele, např. ověřením procesů, že jsou schopny stabilně vyrábět produkt požadované kvality.
Velký důraz je kladen na způsobilost pracovníků (od zaškolování nově přijatých zaměstnanců až po rozvoj stávajících), aby se eliminovalo riziko vzniku problémů způsobené právě nedostatečnou odbornou způsobilostí a připraveností pracovníků.
Poznámka: V České republice má významný podíl automobilové odvětví, ve kterém je silné konkurenční prostředí. Firmy v dodavatelském řetězci jsou vedeny k používání nejrůznějších metod a nástrojů, které mají zajistit co nejvyšší kvalitu dodávaných výrobků a snížit náklady na nekvalitu. FMEA, SPC, MSA, preventivní údržba,… nejsou neznámé pojmy. Pokud si ovšem firma vytvoří např. FMEA procesu pro nějaký výrobek, kterou vytáhne jen při auditu zákazníka nebo při auditu certifikační společnosti, tak to není důkaz toho, že už je firma v druhé lize…..
První liga – firmy této ligy dodržují zásady popsané u firem druhé ligy. Navíc se důsledně zaměřují i na proces přezkoumání požadavků zákazníka a návrh výrobku. Každá firma z první ligy se snaží co nejlépe poznat a správně interpretovat potřeby cílové skupiny zákazníků a nabídnout jim výrobek, který jejich očekávání naplní nebo předčí. Zároveň se snaží o to, aby se na výrobku nevěnovala zbytečně pozornost funkcím, které tito zákazníci ve skutečnosti nepoužívají. Standardně je důsledně prováděna FMEA návrhu.
Firmy první ligy pravidelně monitorují spokojenost zákazníků, vyhodnocují informace ze servisů a průběžně sledují konkurenční výrobky a porovnávají je se svými. Metody – jako QFD – jsou standardně používány.
Proč je důležité se věnovat řešení problémů již od přezkoumání požadavků zákazníka?
1) Bylo opakovaně dokázáno, že 80% problémů má své příčiny v předvýrobních etapách, ale na problém se přijde většinou až během výroby nebo při kontrole a zkoušení.
Pokud chce firma zlepšit své procesy pro dosažení lepších výsledků a zvýšení konkurenceschopnosti, musí problémy řešit tam, kde mají kořenové příčiny a musí být řešeny pracovníky útvarů, kteří jsou za provádění daných činností odpovědní. Ještě účinnější je hledat cesty, jak vzniku problémů předcházet.
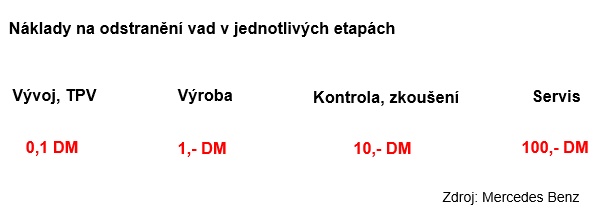
2) Předejití vzniku problému nebo aspoň jeho včasné odhalení, má velmi významný finanční dopad. Mercedes Benz v jedné studii zveřejněné kolem roku 1990 uváděl, že nákladově je odstranění problému ještě v předvýrobní etapě 100 krát levnější než řešení problému na již hotovém výrobku a 1000 krát levnější, než když se problém projeví až u zákazníka!
A toto určitě potvrdí zejména firmy, které už měly možnost “poznat” hromadné stahování svých výrobků z trhu.
Závěr:
Řešit problémy co nejdříve, je výhodné a ještě výhodnější je těmto problémům předcházet. Ale je na rozhodnutí každé firmy, v které lize chce hrát a co chce pro to udělat….
Nemohu hovořit za autora, ale v kusové výrobě existuje tzv. samokontrola. Pokud ani to nepomáhá je třeba vyházet management a nabrat zkušenější lidi. S blbci to v kusové výrobě prostě neklape.
Dobrý den,
celkem chápu, co se tímto snažíte říct, ale můžete mi pomoct nějak nadefinovat, co vše lze nebo možná co vše je nutné, abychom postoupili o ligu výš?
Jsme zakázková firma s mnoha výrobky od svařence do ruky až po několikatunový podvozek pracovního stroje. Než vypracuji jakoukoli analýzu např. FMEA, tak se výrobek skoro expeduje z firmy. Jde o to, že naše výroba je tak různorodá, relativně rychlá a ne moc často se opakující, že teoretické věci převézt do praxe je místy až skoro nemožné a vlastně i finančně náročné, což by mohlo vézt k neúměrnému navýšení ceny. Ano, když se jedná o opakující se výrobu, která má i dlouhodobější charakter, lze realizovat spoustu teorií, ale mezitím projde firmou spoustu věcí, které už nikdy neuvidíme a u nichž by započítání analýzy zvedlo neúměrně cenu výrobku.
Děkuji za odpověď
Pri kusovej výrobe ja nutné sa zamerať na samotné procesy, nie na výrobok, pretože len overenými a kvalitnými procesmy výroby dosiahnete kvalitu výrobku – pracovné postupy pre jednotlivé operácie – uvediem príklad od ” lopaty ” – vyrábate rám z jekloviny 50x50x2 v rozmeroch 1000×3000 . V tomto prípade návrh neriešime, ten je už daný a funkčný. – volba správneho materiálu-je možnosť zámeny ?-eliminácia zámeny – formátovanie jekloviny na daný rozmer-akým strojom?/ rozbrusovačka,formatovacia pila a pod – kontrola strojov a zvolenie vhodného rezného média-je možnosť nesprávneho postupu? … – kontrola rozmerov-čím sa meria?kto robil metrologiu? – zváranie rámu-aký postup?-aká technologia ? aký typ zvaru sa pouzíva? aký prídavní materiál? je možnosť chybovosti? – zamedzenie chybovosti – atd atd . rozpracovat jednotlive prac. postupy a validácia ich správneho prevedenia – následne pri vzniku problému definovať miesto vzniku/ v procese/ a prečo – nápravné opatrenia .